11 Necessity is the Mother of Invention
A Brief Personal Account of The First Large-Scale Displacement Digester
by L. John Fry
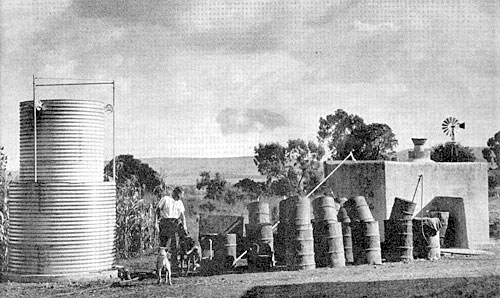
Fig. 31 Where it all began. L.J. Fry's South Africa farm
I owned and operated a hog farm outside Johannesburg. The average standing population was 1000. It was a model farm on 25 acres and ran most efficiently except for one considerable problem: the two tons (wet weight) of manure produced daily.
For years I composted it and spread it inches thick over the farm and used a rotary hoe to chop it into the soil. This required scraping it up, piling it, watering it, and turning the piles twice, at least, then loading it on a truck and finally spreading it more or less evenly. Heavy rains played havoc with it at times. Often drought required using precious water to dampen the compost. It required a lot of labor.
I then read of a suggestion that manure might decompose in the same manner as solids do in most sewage works, namely decomposition in a liquid form by methane bacteria. Would it work on pig manure also?
I went to the main sewage treatment plant in Johannesburg, and was taken round the entire unit. I found the decomposition of solids (called digestion) most interesting. If such solids could undergo a complete metamorphosis as to be unrecognizable from the raw product, then manure solids would presumably do the same. There was one big difference. Municipal waste is washed down the sewer lines with large quantities of water. On the other hand, manure was collected by shovel and carted by wheelbarrow. Water had to be added to turn it into a slurry.
After many months, frequent visits to the sewage works, and long hours in the local University library, I took back to the farm a sample of actively working bacteria in a sealed container as a "starter" to try out on pig manure. I used a series of 50 gallon oil drums, cut the tops off and poured in a slurry of pig manure. Into each drum I then added a measured quantity of "starter," some from the sewage works and some from a sump located at the lowest point below the piggery. Next I fitted 30 gallon drums into the slurry. Some three weeks later the drum with the "sump starter" began to generate gas. The smaller drum filled slowly with gas and rose above the surface of the slurry.
It was then the summer of 1956-1957, days in the low 80°F (27°C), nights 20° cooler. It was surprising that the sharp variations of 20°F (11°C) did not kill the bacterial "brew." The first drum to rise was the one half fresh raw pig slurry and half "brew" from the sump. All the others followed eventually, some weeks later, probably due to insufficient starter "brew."
Design of the First Full Scale Displacement Methane Plant
After my success with the sump digester and a great deal of "weighing the options" I decided on a plan of twin digesters with fixed roofs and a series of gas holders to store some of the gas generated. Having twin digesters side by side had the advantages of:
- Using one as a primary and the other as a secondary digester.
- Should the primary be overloaded and have a bacterial breakdown, the secondary would then be available to receive at least part of the load. The primary digester would eventually be brought back to use by splitting the load between the two.
- Different manures could be used for experimentation.
Digester Description
Outside the digester a basin was made 12' x 8' x 2' deep with the floor sloping to a grid made of angle iron 3' x 6' with a steel screen of 3/8" rod with 1" mesh. The very heavy 3/8" rod was found necessary to withstand the suction pull of the sludge pump and for preventing corrosion. A short ramp up to the basin allowed for wheelbarrows of manure to be run up and tipped into the basin. This was done daily and amounted to about 26 wheelbarrow loads of about 2 cubic feet each.
Water (about 250 gallons) was then hosed in and the whole mass raked with a garden rake. When mixed to a slurry, the pump was started and the mass moved to a sand trap. A simple but efficient system was used.
A drum with a tight fitting lid and sturdy clamp had an inlet half way down and an outlet near the top. Sand settled to the bottom. It was inefficient in that the sand had to be cleaned out daily and this could be done only after the top half was cleaned out first.
From there the raw slurry entered the digester through a short straight pipe, the outside portion being 2' above the level of the inside of the digester and the digester end down to 1' from the floor. Thus no air entered the digester.
The digesters were each 50' long and 11' wide, concrete floor flat at the inlet end and sloping down sharply to the far end.
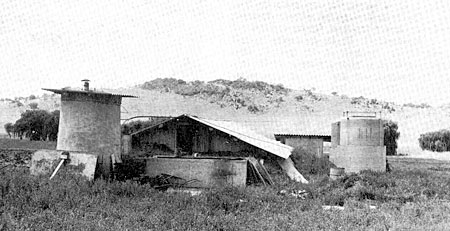
Fig. 32 Digester with storage tank in background
At the lowest point was another straight pipe as a digester outlet made of 3" pipe with a gate valve. It is important to note that all pipes in a digester be straight to allow for rodding out. It is necessary from time to time.
Vital statistics to digester design and loading were brought to light by this first unit and will be discussed in detail under the heading of 1) loading rates, 2) displacement, 3) scum accumulation, and 4) gas yields.
In anticipation of having a serious problem with scum accumulation I set short lengths of pipe into the concrete roof at various angles pointing down to the digester contents, in line with the long sides of the digester. The intention was to recirculate supernatant under pressure with a sludge pump to break the scum layer by getting the whole digester contents to rotate. The scum would then be broken up and forced into the more liquid mass.
In practice all that happened was that the jet of supernatant made a neat hole in the scum and the mass did not move.
As a second measure, I let in a series of pipes through the floor of the digesters and recirculated gas through a compressor to bubble up and crack the scum. This might have been effective if used daily or weekly with absolute regularity. But once the scum became a foot thick it would no longer break up. Also the vent holes in the floor became clogged with sand. Both methods were failures. Scum remained a major problem.
I suspect that many have encountered similar difficulties and have abandoned methane digestion in favor of other methods of treatment, solely because of it. In a small digester it is not too difficult to handle (Inner Tube Digester). In a large scale unit it can build up to 1 foot depth in a year. Scum consists of tightly knit scraps of straw from bedding or animal feed, held together by a dark colored sticky substance thrown up through the supernatant levels in the bubbling zone. It covers the entire surface more or less evenly. Here we come to another advantage of the displacement digester.
Since the scum forms evenly, the larger the surface area it has to form on, the longer it takes before it becomes a thick mat. It takes up so much digester space that the whole digester becomes overloaded due to the slurry being forced through too quickly. It then has to be either broken up and mixed back into the fermentation or physically removed. It is my experience that when it is broken up it merely reforms again within a short time. Little, if any, is decomposed and withdrawn with the effluent. The problem, therefore, resolves itself to a question of physical removal at intervals.
In order to make room in the digester to load in the daily quota of slurry, withdrawals were made from the outlet end from the lowest point, that is, the sludge outlet. I withdrew 3 or 4 days' worth of effluent at a time, of 500 gallons each. To do this I backed my tank truck into a short excavation so that the top of the tanker was about 2 feet below the digester roof level. A 3" plastic connection and two 3" valves completed the withdrawal circuit. On the top of the tank truck was an opening to vent out air when the tanker was being filled. Into this I fitted a tennis ball in a cage so that when sludge rose to the vent joint, the tennis ball shut off when the tank filled. This prevented messy overflows.
The effluent was then spread on fields as a fertilizer. There was also a strong demand for it in Johannesburg where it was used in winter to bring up the grass faster in the spring than any other known method.
Gas yield from the two digesters averaged 8,000 cubic feet per day. The gas was analyzed at the City Gas Works at 711 BTU per cubic foot (sea level value). Sometimes the gas yield went as high as 12,000 ft3 for weeks at a time, after a digester had recently been returned to work. It was a matter of delayed action of the brew. From the time the digester was half full to the time it was full (about 3 weeks), the bacteria did not generate much gas. At about the time it filled up, the backlog would surge gas production.
To provide the heat to the first displacement digester, I built an engine room adjacent to the digester outlet end. The engine was fueled by 6000 cubic feet of gas daily and the cooling water and exhaust gases were returned to the digester to maintain the optimum temperature. The exhaust gas was led through a series of boulders against one digester wall. The boulders were packed with dry earth covered, in turn, by a layer of concrete as weatherproofing.

Fig. 33 Spreading the effluent
The engine design called for a maximum cooling water temperature of 140°F (60°C). This coincided exactly with the maximum temperature for pipes laid on the digester floor. If a higher temperature had been used, the sludge would have "caked" on the pipes and prevented the transfer of the heat.
So a small 3/4" pump was installed, driven directly by the engine, and run at slow speed (to improve endurance) to circulate water. In the circuit there was also a 200 gallon header tank to keep the lines full at all times. In winter it was bypassed and in summer the 200 gallon tank was taken into the circuit as a means of cooling the water to prevent the digester temperature from rising over 95°F (35°C). The engine and digester combination ran day and night for 6 years, except for occasional stoppages and for repairs.
We are taking the experience gained from this major experiment to draw plans for a series of projects in methane digestion, in a range of sizes. However, it is worth mentioning that the whole methane plant including engine cost about $10,000 and produced 8000 ft3 gas daily. At the altitude of 5500 ft above sea level the B.T.U. value was 585 per ft3. Thus, 4,680 B.T.U. (x10<sup>3</sup>) per day or 46.8 Therms. At the present 1973 price in Santa Barbara this amounts to $7.57 per day or $16,578 over the 6 years, in gas alone. The saving in labor in the loading and spreading of manure made for a far faster return on capital. By far the greatest return was neither in gas nor labor saving, but in the value to the soil of the effluent returned as a fertilizing material.
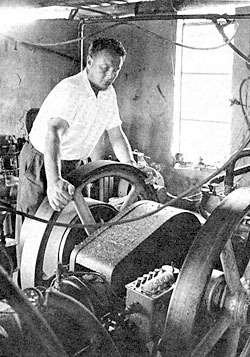
Fig. 34 13 hp diesel engine converted to run on methane gas
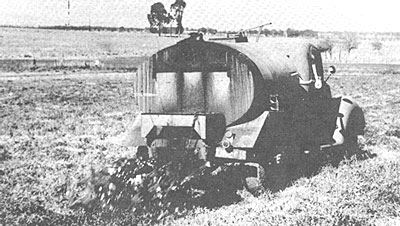
One day's manure production from 1000 pigs, once digested, spread on crops in 5 minutes.
Engine room, summer cooling tank and digester on the first full scale methane power plant to operate on the linear displacement principle. Water heating tower on right was abandoned in the first year.
Next: 12 References
Back to Table of Contents
Back to the Biofuels Library
Back to the Small Farms Library
Biofuels
Biofuels Library
Biofuels supplies and suppliers
Biodiesel
Make your own biodiesel
Mike Pelly's recipe
Two-stage biodiesel process
FOOLPROOF biodiesel process
Biodiesel processors
Biodiesel in Hong Kong
Nitrogen Oxide emissions
Glycerine
Biodiesel resources on the Web
Do diesels have a future?
Vegetable oil yields and characteristics
Washing
Biodiesel and your vehicle
Food or fuel?
Straight vegetable oil as diesel fuel
Ethanol
Ethanol resources on the Web
Is ethanol energy-efficient?
